
• Spoločnosť Shencheng Xingchuang Industrial je lídrom pri poskytovaní individuálnych riešení pre kovové tvárnenie a tvárnenie pre celosvetových zákazníkov. Ako základná súčasť našich výrobných služieb sa špecializujeme na premenu plechov z kovu na zložité, vysoko presné komponenty s výnimočnou účinnosťou a opakovateľnosťou. Naše procesy certifikované podľa normy IATF 16949 sú navrhnuté tak, aby spĺňali prísne požiadavky automobilového priemyslu, elektroniky a priemyslu nových energií. Integrovaním pokročilých technológií s hlbokými inžinierskymi znalosťami fungujeme ako spoľahlivé rozšírenie vašej výrobnej linky a poskytujeme cenovo výhodné riešenia bez kompromisov s kvalitou.
Dostanete okamžitú ponuku






Komplexná výrobná služba Xnova pokrýva celý výrobný proces od návrhu po dodanie finálneho výrobku a zaväzuje sa poskytovať komplexné riešenia.
Proces odrážky môže významne zvýšiť efektivitu prostredníctvom vysokých rýchlostí a hromadnej výroby, obzvlášť pri výrobe vysokých objemov.
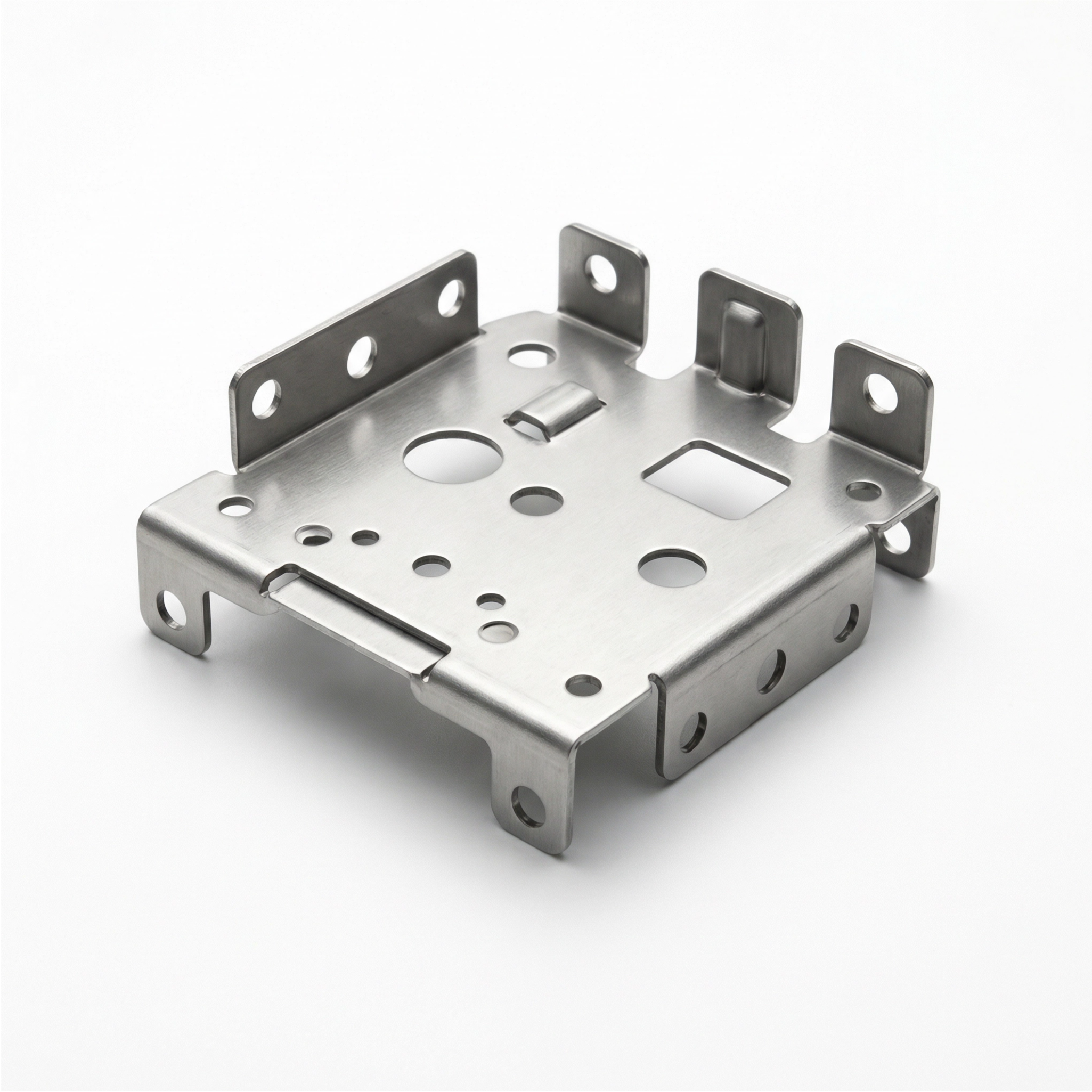
Návrh a výroba matice určujú rozmernú presnosť a tvar produktu, pričom vyražený produkt obvykle má vysokú rozmernú konzistenci.
Pri vyražovacom procese je menej škodlivé zmaľovanie kovových materiálov a plech môže byť rozumné orezávaný, čo zníži odpad a sníži náklady.
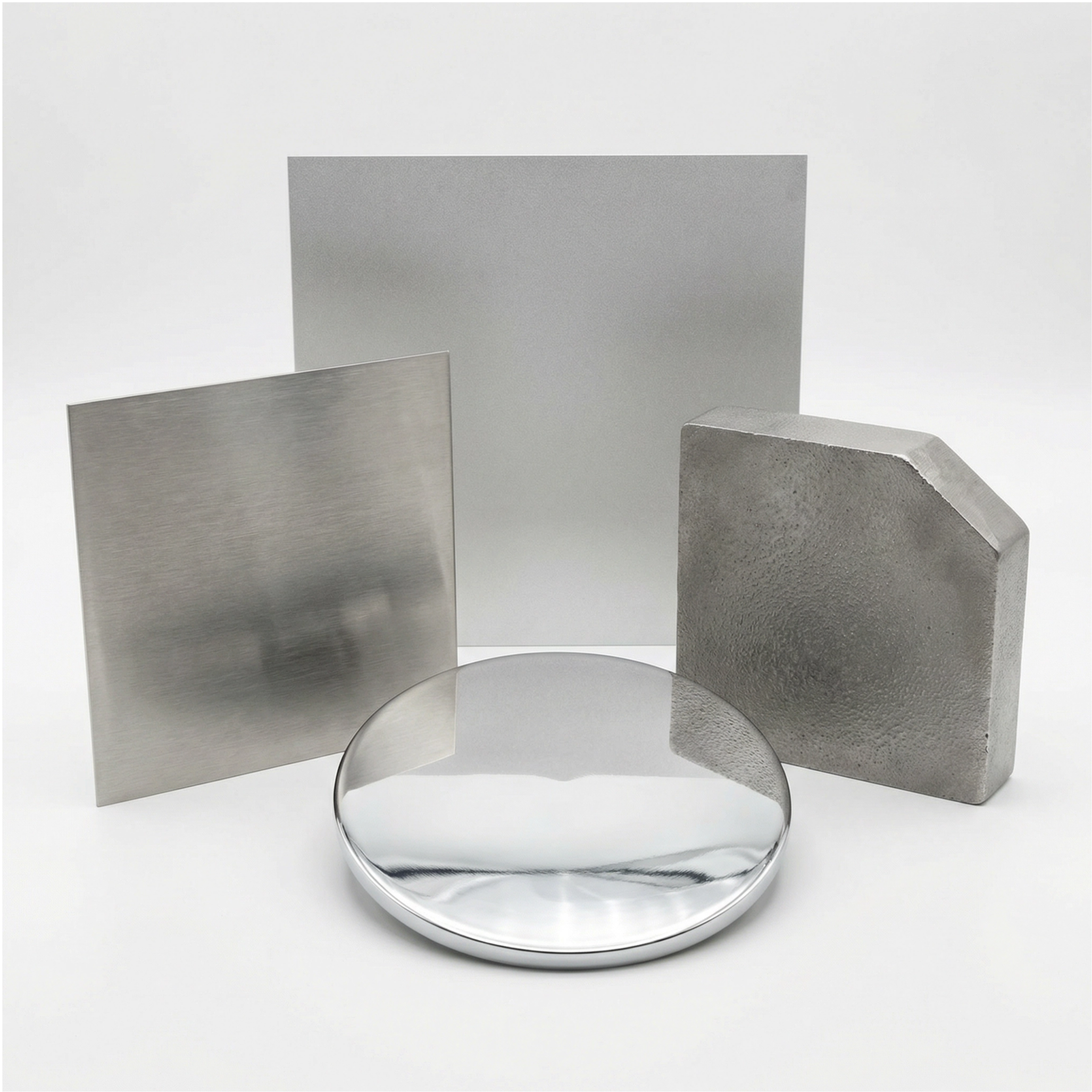
Môže sa spracovať rôzne druhy kovových materiálov, vrátane ocele, aluminia, medi, nerdzaviej ocele atď., široké uplatnenie.
Získajte okamžitú ponuku nahratím 3D CAD súboru (vrátane formátov STEP, STP, SLDPRT, DXF, IPT, PRT alebo SAT) ceznašu Systém Okamžitých Ponúk.


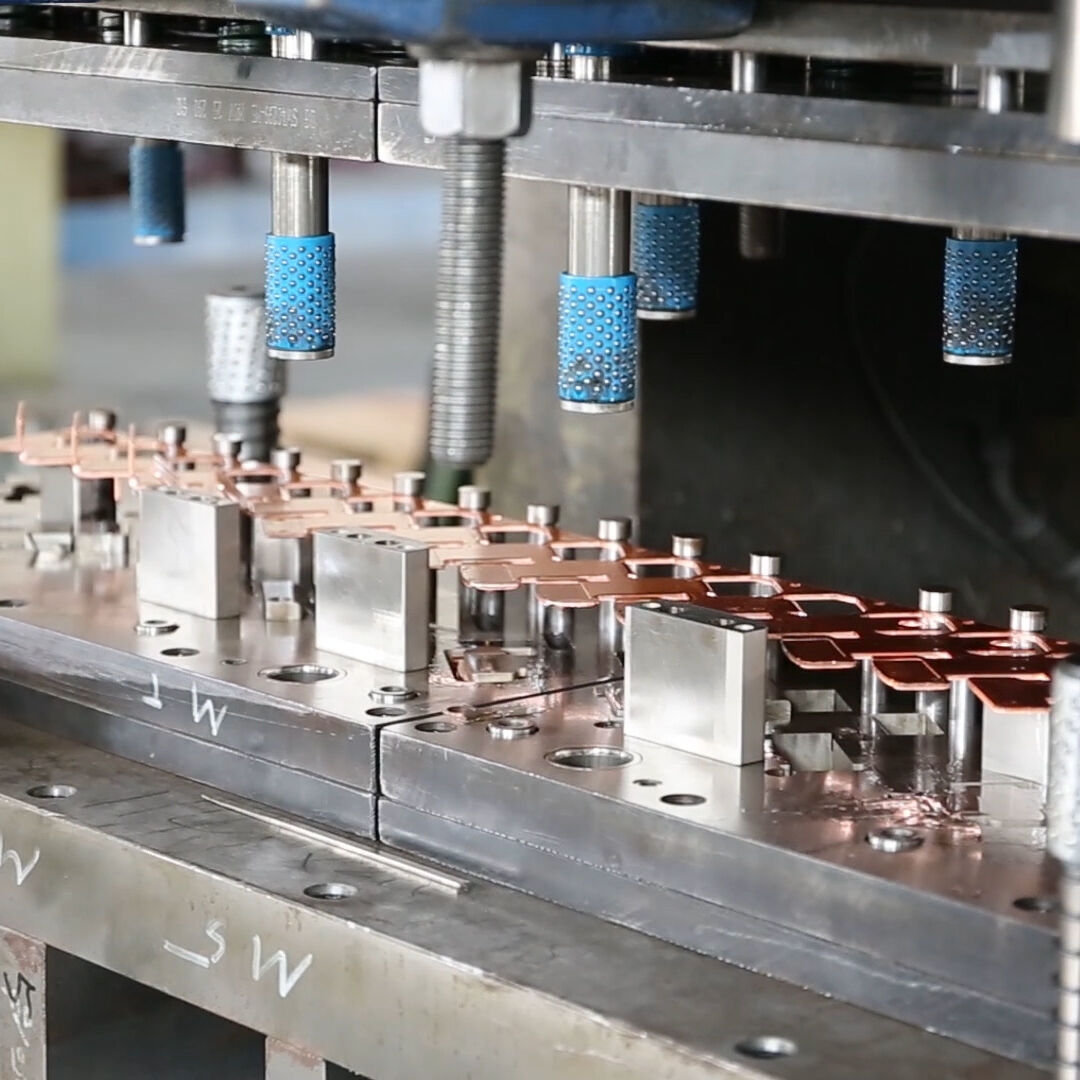
Ideálne pre vysokorýchlostnú výrobu zložitých dielov. Jeden nástroj vykonáva viacero operácií strihania a tvárnenia postupne, pričom sa kovový pás automaticky privádza do lisu.

Proces tvárnenia plechu do valcovitých alebo škatuľovitých dielov s hĺbkou väčšou ako ich priemer, čím sa vytvárajú bezševné geometrie pre pouzdrá a kryty.

Vysokopresné režanie vonkajších tvarov (vystrihovanie) a vnútorných prvkov (vyvŕtavanie) s čistými hranami a úzkymi toleranciami.

Na zvýšenie efektívnosti môžeme integrovať montážne operácie, ako je závitozrezanie a stlačovanie, priamo do tvárnice, čím sa zníži počet sekundárnych operácií.








| Aluminium 5052-H32: | hrúbky od 0,040 palca - 0,250 palca (1,016 mm - 6,35 mm) |
| Aluminium 6061-T651: | hrúbky od 0,040 palca - 0,250 palca (1,016 mm - 6,35 mm) |
| Aluminium 6061 | je vhodné pre rafové/obvodové probodávanie, ale nie je vhodné pre tvarované prvky. |
| Nízkouhličitá ocele CR 1008: | hrúbky od 0,036 pal.-0,119 pal. (0,914mm-3,023mm) |
| CR Galvanizované: | hrúbky od 0,036 pal.-0,119 pal. (0,914mm-3,023mm) |
| CR Galvannealed: | hrúbky od 0,036 pal.-0,119 pal. (0,914mm-3,023mm) |
| Medena C101, C110: | hrúbky od 0,040 pal.-0,125 pal. (1,016mm-3,175mm) |
| Brass C260: | hrúbky od 0,040 pal.-0,125 pal. (1,016mm-3,175mm) |
| Nerezová ocel 304/304L, 316/316L: | hrúbky od 0,036 pal.-0,074 pal. (0,914mm-1,88mm) |
Tolerancie presných tažených súčiastok – štandard IATF 16949
| Hrúbka materiálu (mm) | Rozmerová tolerancia (mm) | Tolerancia tvaru a polohy (mm) | Drsnosť povrchu (Ra) |
|---|---|---|---|
| 0,5 ~ 1,0 | ±0,10 mm | ±0,05 mm | 1,6 ~ 3,2 μm |
| 1,0 ~ 1,5 | ±0,12 mm | ± 0,06 mm | 1,6 ~ 3,2 μm |
| 1,5 ~ 2,0 | ±0,15 mm | ±0,08 mm | 3,2 ~ 6,3 μm |
| 2,0 ~ 3,0 | ±0,18 mm | ±0,10 mm | 3,2 ~ 6,3 μm |
| 3,0 ~ 4,0 | ±0,20 mm | ±0,12 mm | 6,3 ~ 12,5 μm |
| 4,0 ~ 5,0 | ±0,25 mm | ±0,15 mm | 6,3 ~ 12,5 μm |
| 5,0 ~ 8,0 | ±0,30 mm | ±0,18 mm | 12,5 ~ 25 μm |
Uhlíková oceľ, nehrdzavejúca oceľ (301, 304, 316), pružinová oceľ
1100, 3003, 5052, 6061
C110 (elektrolyticky rafinovaná meď), C101 (meď vysokej čistoty bez kyslíka), mosadz, bronz

Inconel, titán (na vyžiadanie)

Zinok, nikel, cín, striebro, zlato
Práškový náter, elektroforéza, natieranie

Žíhanie, kalenie, temperovanie
Anodizácia, pasivácia, odstránenie hrotov, leštenie
S hrdosťou sa považujeme za dôveryhodného partnera svetových lídrov v priemysle.
KONTAKTUJTE NÁS

Autorské práva © Xnova Engineering & Manufacturing Co., Ltd. Všetky práva vyhradené — Zásady ochrany súkromia—Blog