
• شنچنگ شینگچوانگ اینداستریال، پیشگام در ارائه راهحلهای سفارشی فشردهسازی و شکلدهی فلزی برای مشتریان جهانی است. این خدمات، بهعنوان بخشی اصلی از فعالیتهای تولیدی ما، بر تبدیل ورقهای فلزی به اجزای پیچیده و با دقت بالا با کارایی و تکرارپذیری استثنایی تمرکز دارد. فرآیندهای ما که مطابق با استاندارد IATF 16949 گواهینامهدار هستند، بهگونهای طراحی شدهاند که نیازهای سختگیرانهٔ صنایع خودروسازی، الکترونیک و انرژیهای تجدیدپذیر را برآورده سازند. با تلفیق فناوریهای پیشرفته و تخصص مهندسی عمیق، ما بهعنوان امتدادی قابلاعتماد از خط تولید شما عمل میکنیم و راهحلهایی مقرونبهصرفه ارائه میدهیم بدون آنکه کیفیت در آنها قربانی شود.
دریافت قیمت فوری






خدمات تولیدی یکپارچه Xnova تمامی مراحل فرآیند تولید را از طراحی تا تحویل محصول نهایی پوشش میدهد و متعهد به ارائه راهحلهای جامع است.
فرآیند ضربک کاری میتواند با سرعت بالا و تولید انبوه کارایی را به طور قابل ملاحظه ای افزایش دهد، به ویژه برای تولیدات حجم زیاد.
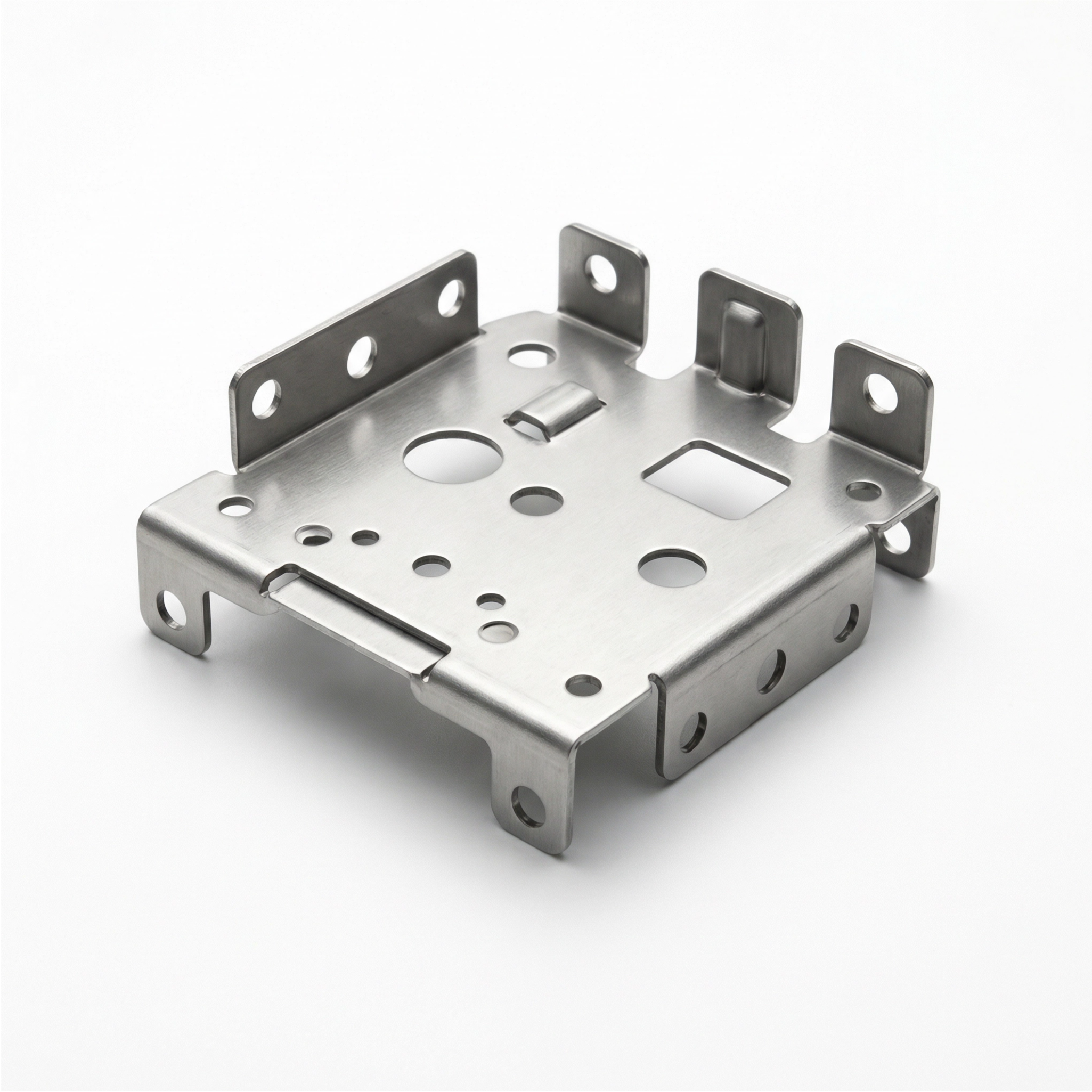
طراحی و تولید قالب تعیین کننده دقت ابعادی و شکل محصول است، و محصول ضربهزده معمولاً دارای سازگاری ابعادی بالا است.
در فرآیند ضربهزنی، ضایعات مواد فلزی کمتر است و صفحه به طور منطقی قابل برش است، که باعث کاهش ضایعات و هزینهها میشود.
قادر به پردازش انواع مختلف مواد فلزی شامل فولاد، آلومینیوم، مس، فولاد ریزه، و غیره است، کاربرد گستردهای دارد.
با آپلود فایل 3D CAD ( شامل فرمت های STEP، STP، SLDPRT، DXF، IPT، PRT یا SAT) از طریقموتور قیمت گذاری فوری ما، یک نقل قول فوری دریافت کنید.


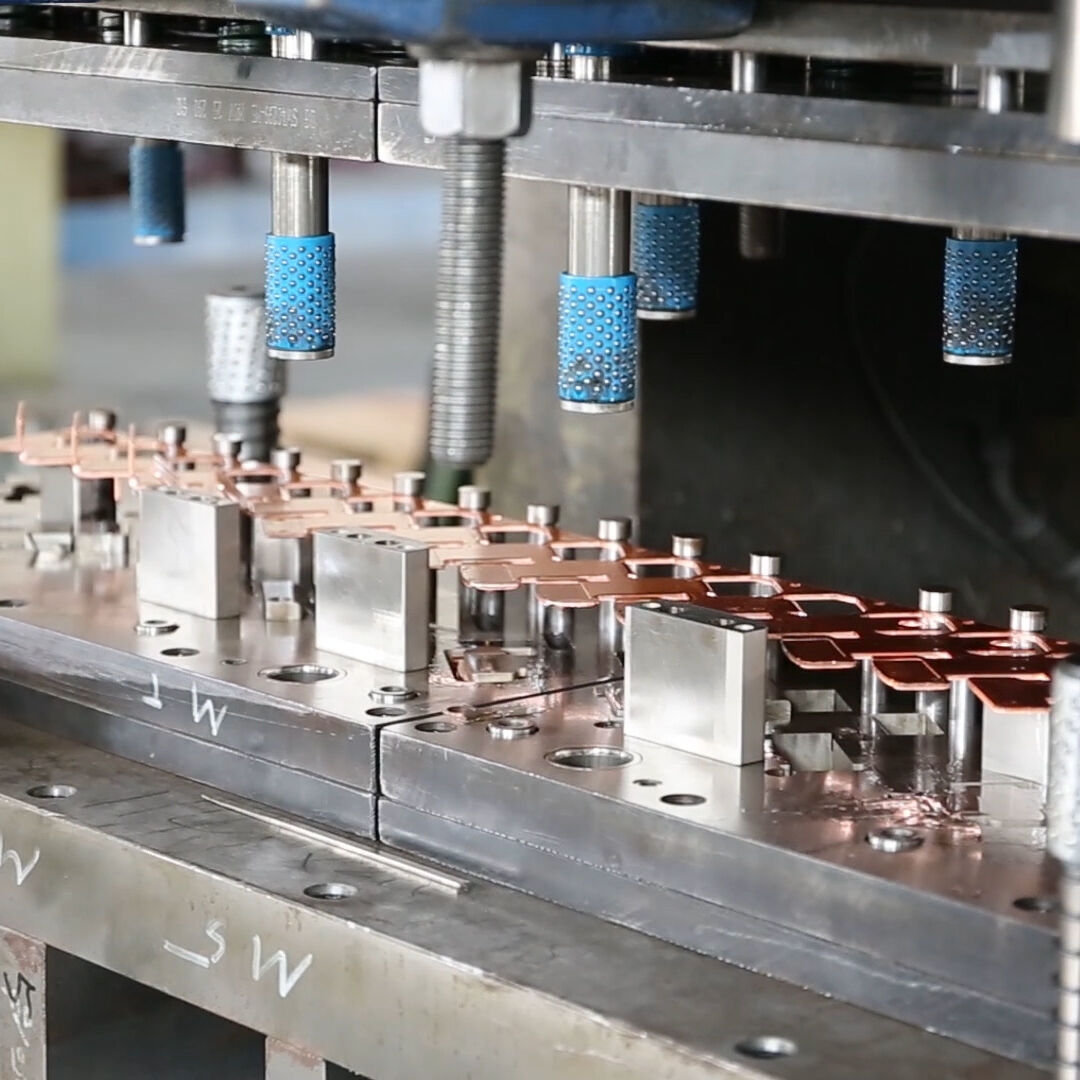
مناسب برای تولید حجم بالای قطعات پیچیده. در این روش، یک قالب واحد چندین عملیات برش و شکلدهی را بهصورت متوالی انجام میدهد، در حالی که پیچهٔ فلزی بهصورت خودکار از داخل پرس عبور میکند.

فرآیندی برای شکلدهی به ورق فلزی به قطعات استوانهای یا جعبهای با عمقی بیشتر از قطر آنها، که امکان ایجاد هندسههای بدون درز برای پوششها و محفظهها را فراهم میکند.

برش دقیق با دقت بالا از اشکال خارجی (برش اولیه) و ویژگیهای داخلی (سوراخکاری) با لبههای تمیز و تلرانسهای سفت و سخت.

برای افزایش کارایی، میتوانیم عملیات مونتاژ مانند رزوهکاری و پرچکاری را مستقیماً درون قالب نورد ادغام کنیم و نیاز به عملیات ثانویه را کاهش دهیم.








| آلومینیوم 5052-H32: | ضخامتهای بین 0.040 اینچ-0.250 اینچ (1.016 میلیمتر-6.35 میلیمتر) |
| آلومینیوم 6061-T651: | ضخامتهای بین 0.040 اینچ-0.250 اینچ (1.016 میلیمتر-6.35 میلیمتر) |
| آلومینیوم 6061 | مناسب برای فشردهسازی پروفیل/محیطی است اما برای ویژگیهای شکلگیری مناسب نیست. |
| فولاد کربنی پایین CR 1008: | ضخامتهای بین 0.036 اینچ تا 0.119 اینچ (0.914 میلیمتر تا 3.023 میلیمتر) |
| گالوانایزد CR: | ضخامتهای بین 0.036 اینچ تا 0.119 اینچ (0.914 میلیمتر تا 3.023 میلیمتر) |
| گالوانالد CR: | ضخامتهای بین 0.036 اینچ تا 0.119 اینچ (0.914 میلیمتر تا 3.023 میلیمتر) |
| مس C101، C110: | ضخامتهای بین 0.040 اینچ تا 0.125 اینچ (1.016 میلیمتر تا 3.175 میلیمتر) |
| براس C260: | ضخامتهای بین 0.040 اینچ تا 0.125 اینچ (1.016 میلیمتر تا 3.175 میلیمتر) |
| استنلس استیل 304/304L، 316/316L: | ضخامتهای بین 0.036 اینچ تا 0.074 اینچ (0.914 میلیمتر تا 1.88 میلیمتر) |
دقت قطعات فشاری — استاندارد IATF ۱۶۹۴۹
| ضخامت ماده (میلیمتر) | تولرانس ابعادی (میلیمتر) | تولرانس شکل و موقعیت (میلیمتر) | زبری سطح (Ra) |
|---|---|---|---|
| ۰٫۵ تا ۱٫۰ | ±0.10 میلی متر | ±۰.۰۵ میلیمتر | ۱٫۶ تا ۳٫۲ میکرومتر |
| ۱٫۰ تا ۱٫۵ | ±0.12 میلیمتر | ±۰٫۰۶ میلیمتر | ۱٫۶ تا ۳٫۲ میکرومتر |
| ۱٫۵ تا ۲٫۰ | ±0.15 میلیمتر | ±0.08 میلیمتر | ۳٫۲ تا ۶٫۳ میکرومتر |
| ۲٫۰ تا ۳٫۰ | ±۰٫۱۸ میلیمتر | ±0.10 میلی متر | ۳٫۲ تا ۶٫۳ میکرومتر |
| ۳٫۰ تا ۴٫۰ | ±۰٫۲۰ میلیمتر | ±0.12 میلیمتر | ۶٫۳ تا ۱۲٫۵ میکرومتر |
| ۴٫۰ تا ۵٫۰ | ±0.25 میلیمتر | ±0.15 میلیمتر | ۶٫۳ تا ۱۲٫۵ میکرومتر |
| ۵٫۰ تا ۸٫۰ | ±۰٫۳۰ میلیمتر | ±۰٫۱۸ میلیمتر | ۱۲٫۵ تا ۲۵ میکرومتر |
فولاد کربنی، فولاد ضدزنگ (301، 304، 316)، فولاد فنری
1100، 3003، 5052، 6061
C110 (مس ETP)، C101 (مس OFHC)، برنج، برنز

اینکونل، تیتانیوم (بر اساس درخواست)

روی، نیکل، قلع، نقره، طلا
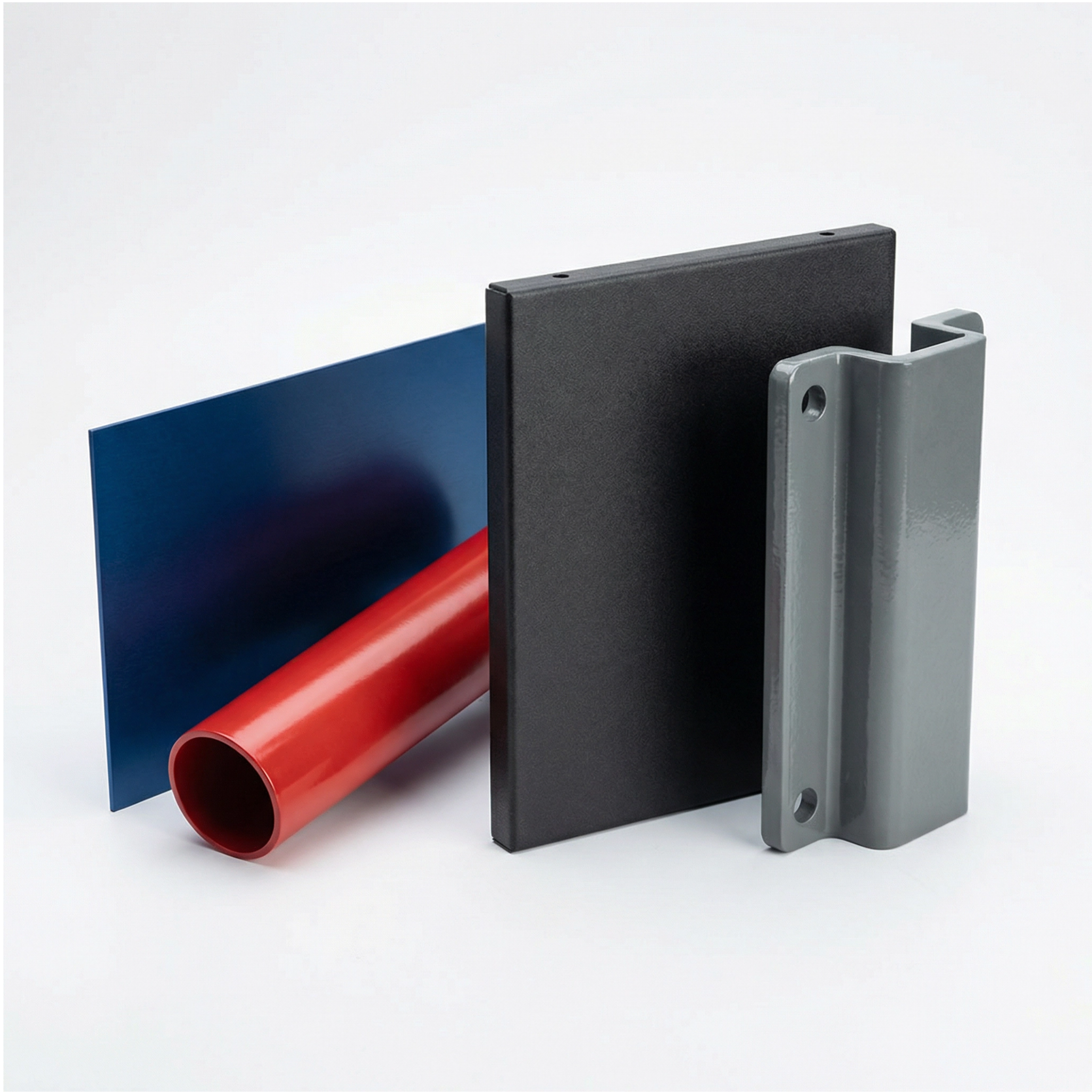
پوشش پودری، پوشش الکتروفورتیک (E-coating)، رنگآمیزی

تبلور دوباره (آنهالینگ)، سختکاری، بازپخت (تمپرینگ)
آنودایز کردن، پاسیو کردن، برداشتن لبههای تیز (دِبورینگ)، صیقلدهی


کلیه حقوق این محتوا متعلق به شرکت مهندسی و ساخت Xnova، شرکت با مسئولیت محدود است. — سیاست حفظ حریم خصوصی—وبلاگ